


【全新视界!】方矩管化肥专用管拥有核心技术优势产品视频,带你领略产品新风尚!
以下是:方矩管化肥专用管拥有核心技术优势的图文介绍


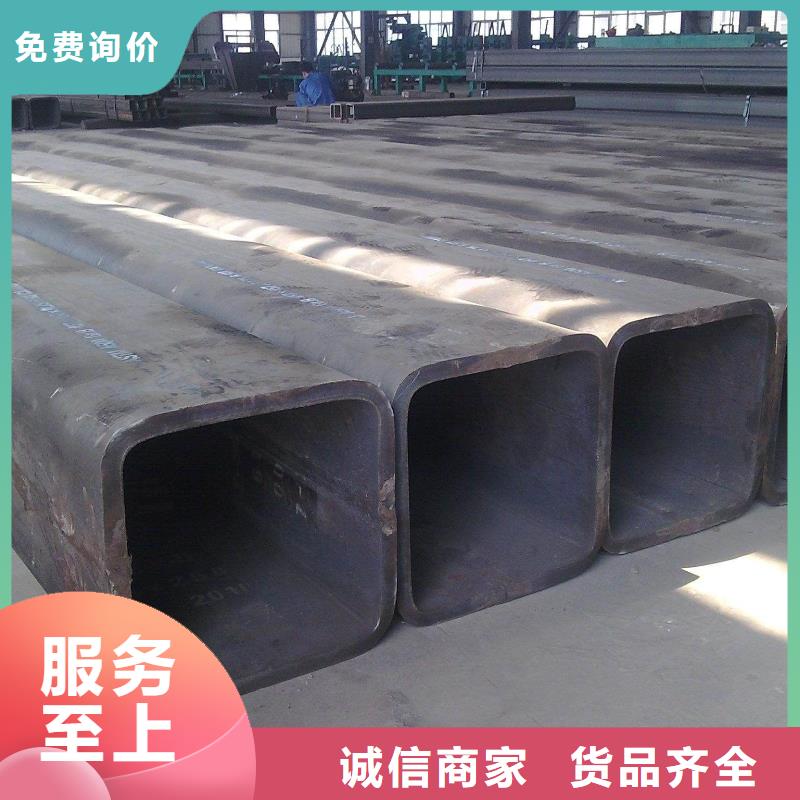
由于钢管表面易氧化,钢管应尽量放置在密封处。但方矩管不需要这样做,因为其表面不易氧化,这主要与方矩管的原材料有关。那么方矩管的内外壁是什么?方矩管内外壁无氧化层、承受高压、无泄漏、高精密、高光洁度、冷弯不变形、扩口、压扁无裂缝、表面防锈处理,广泛用于液压系统用方矩管、注塑机用方矩管、液压机用方矩管、船舶制造用钢管、EVA发泡油压机械、精密油压裁断机用无缝钢管、制鞋机械、液压设备、高压油管、液压油管、卡套接头、钢管接头、橡胶机械、锻压机械、压铸机械、工程机械、混泥土泵车用高压钢管、环卫车用、汽车行业、造船工业、金属加工、军工、柴油机、内燃机、空压机、建筑机械、农林机械等,完全可以替代同标准的进口方矩管。



恒金属材料销售 (吕梁市分公司)专注于【流体管】设计研发、生产制造以及销售,公司一直秉承着:用心铸就品质,诚信决定未来,服务即是生命的经营理念立足市场。不断发展,不断创新。公司具有先进设计研发技术,先进的设备,还有一批高素质的技术人员以及独有的经营理念不断突破创新与时俱进,打造行业高标准。 公司在北辰区双街镇京津路西(北方实业发展有限公司内)设立了工厂,营销网络遍及全国,能够为客户提供快速**的服务。目前,公司产品的畅销中国,并出口到欧美、中东等地区。恒金属材料销售 (吕梁市分公司)力助客户商业成功,欢迎洽谈。



一切钢件在开展机械加工制造以后,在表层上边都是残余着预应力钢筋。在16mn方矩管上边残余着的压地应力,能够 自身的耐磨损的特性及其受拉地应力的疲惫的前度,而像在方钢管上边残余着的拉地应力实际上正与压地应力反过来。接下去就要我来为您详细介绍一下,16mn方矩管上边残余着预应力钢筋的缘故。(1)由于冷塑性变形而引起的形变产生的残余的地应力。在对16mn方矩管在开展生产加工的情况下,由于切削速度的功效,造成方钢管已生产加工的表层遭受明显的冷塑性变形而造成形变,造成这类冷塑性形变的缘故之中更为突显的是:数控刀片上边的刀面另一方管的表层的挤压成型及其磨擦而造成的塑型形变,由于方钢管的常规金属材料在这一情况下正处在延展性的情况。在切削速度消退以后,常规的金属材料就趋于修复的情况,这一情况下的16mn方矩管早已遭受了塑型的表层上边的限定,造成常规修复不上原先的样子,那样就会在表层上边残余着应工作压力,这种在其上边残余着的应工作压力就会到造成它的耐磨性能及其缓解疲劳的抗压强度降低。(2)由于热塑性形变而导致的残留的应工作压力。在对它进行生产加工的情况下由于钻削的热功效之中,而造成的澎涨,这一情况下的金属材料的溫度较为低,因而在金属材料的表层上边就会造成压合地应力,当钻削的全过程完毕以后,金属材料的表层的溫度就会降低的迅速,收拢形变超过里边,而里边的形变则遭受常规金属材料的限定,那样在金属材料的常规制冷出来以后,就会相对的残余着一些拉地应力,这种在金属材料上边残余着的拉地应力就会危害到金属材料之后的应用。



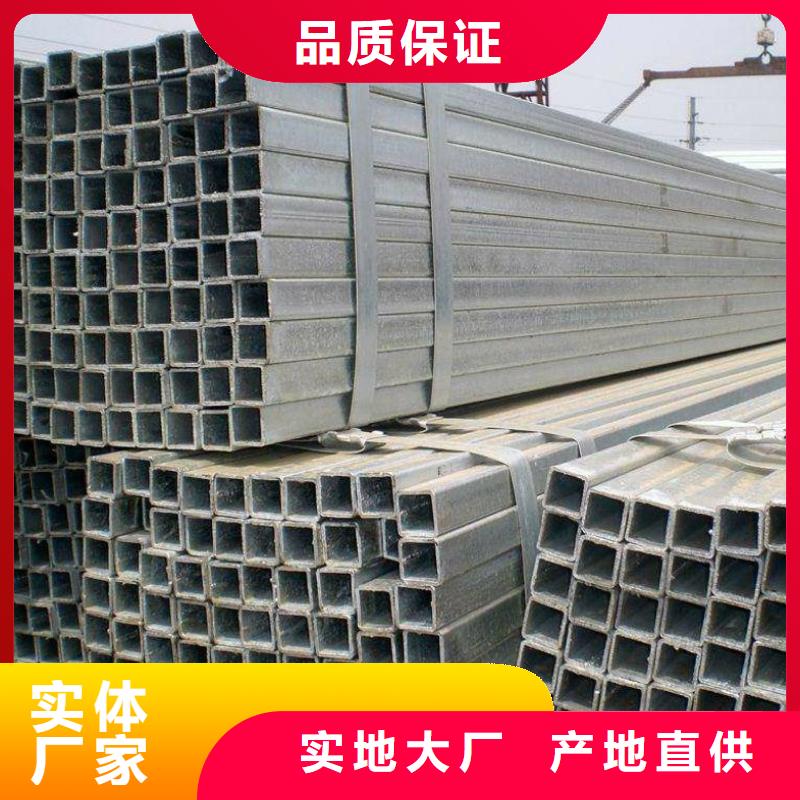
方矩管和小口径钢管具体有何区别?许多刚开始了解钢管的客户并不清楚紧密钢管和小口径钢管的各种特点,今天沛泽钢管就来为大家介绍一下这两者之前的区别。方矩管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于方矩管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。其特点是:1.外径更小。2.精度高可做小批量生。3.冷拔成品精度高,表面质量好。4.钢管横面积更复杂。5.钢管性能更优越,金属比较密。3.冷拔成品精度高,表面质量好。4.钢管横面积更复杂。5.钢管性能更优越,金属比较密。而小口径钢管则是外径小的钢管,就可以称为小口径钢管,小口径钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径钢管,一般在钢管的外径89以下的,都可以统称为小口径钢管按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,热轧无缝管一般在自动轧管机组上生产。其特点是:1.外径更小.2.精度高可做小批量生产.3.冷拔成品精度高,表面质量好.4.钢管横面积更复杂.5.钢管性能更优越,金属比较密.



